全國谘詢熱線
186-7652-6988
歡迎(yíng)光臨佛山市茄子视频懂你更多鋁業有限公司官方網站!

全國谘詢熱線
186-7652-6988

聯係人:徐總
手 機:18676526988
電 話:0757-63222898
郵 箱(xiāng):874514218@qq.com
網 址:www.janyy.com
地 址:佛山市南海區獅山鎮山南工業區北區一路一(yī)排3號
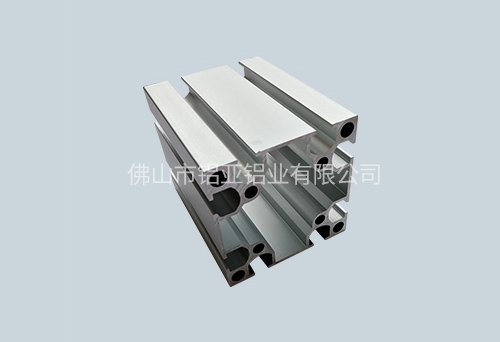
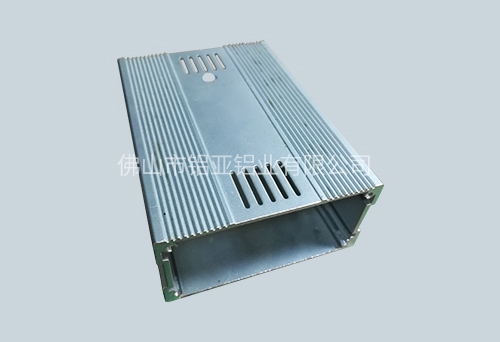
擠壓鋁(lǚ)型材的表麵缺陷產生(shēng)的原因及(jí)消除方法如(rú)下:
一、成層
(1)產生原因:
主要原因是鑄錠表麵沾有油汙、塵土,或擠壓(yā)筒前端工作部分磨(mó)損較大(dà),造成前端彈(dàn)性區周圍髒汙金屬的堆集。
擠壓時沿著(zhe)彈性區滑動麵被(bèi)卷入製品的周圍而形成,一般多出現在製品的尾端,嚴重時也可能出現在製品的中端,甚(shèn)至前端。
還有模(mó)孔排列不合理,距擠壓筒內(nèi)壁太近以及擠壓(yā)筒、擠壓墊磨損過大或變形等也可能產生成層。
(2)消除方法:
1、提高鑄錠表麵的清潔度。降低積壓筒和(hé)模具表麵粗糙度(dù),及時更換嚴重磨損超差的擠壓筒(tǒng)和(hé)擠壓墊。
2、改進模具設計,模孔位置盡可能離擠壓筒邊(biān)緣遠一點。
3、減小擠壓墊直徑(jìng)與擠壓筒內徑差,減少擠壓筒內襯中殘留的髒汙金屬。
4、保持擠壓筒內襯完好,或用墊片及時清理內襯。剪切(qiē)殘料後,應清理幹淨,不得(dé)沾潤滑(huá)油。
二、氣泡或起皮
(1)產生原因:
產生原因是鑄錠內部組織有疏鬆、氣孔(kǒng)、內裂等缺陷,或填充階段擠壓速度太快,排氣不好,將空氣卷入金(jīn)屬製品中所造成。
產(chǎn)生氣泡或起皮的(de)生產方麵的原因有:
1、擠壓筒、擠壓(yā)墊磨損超差(chà);擠壓筒和擠壓(yā)墊太髒,沾(zhān)有油汙、水分、石(shí)墨等;
2、鑄錠表麵鏟槽太多、過深;或鑄錠(dìng)表麵有氣(qì)孔、砂眼,組織(zhī)疏鬆、油汙,鑄錠的氫含(hán)量較高(gāo)等(děng);
3、更換合金時筒內未清理幹淨;擠壓筒溫度和擠壓鑄(zhù)錠溫度過高;鑄錠尺寸超過允許(xǔ)負偏差;
4、鑄錠過長,填充太(tài)快,鑄(zhù)錠溫度不(bú)均;模孔(kǒng)設計不(bú)合理.或切殘料不當;
(2)消(xiāo)除方法:
1、提高精煉除(chú)氣、鑄造(zào)的水平,防止鑄錠產生氣孔、疏(shū)鬆、裂紋等缺陷(xiàn);合理設計擠壓筒和擠壓墊片的配合尺寸;
2、經常檢查(chá)工具尺寸,保證符合要求,擠壓筒(tǒng)出現犬(quǎn)肚要及時修理或更(gèng)換磨損超差的擠壓筒內襯;
3、擠壓(yā)墊不(bú)能超差;更換台金時應徹底清筒;減慢擠壓填充階段的速度(dù);
4、工具、鑄錠表麵保持清潔、光滑和幹燥,減(jiǎn)少(shǎo)對擠(jǐ)壓墊和模具的潤滑;嚴格操作,正確剪(jiǎn)切(qiē)殘料和完(wán)全排氣;
5、采用鑄錠梯度加熱法,使鑄錠頭部溫度高,尾部溫(wēn)度低,填充時頭部先變形,而筒內的氣體通過墊片與擠(jǐ)壓筒壁之間的(de)間隙逐漸排出(chū);
6、經常檢查設備和儀器,防止溫度過高、速度過(guò)快;合(hé)理設計、製造工模具,導流(liú)孔和分流孔設計為1°~3°內(nèi)斜(xié)度。
三、擠壓裂紋(wén)
(1)產生原因:
裂紋的產生(shēng)與金屬(shǔ)在擠壓過程中的受(shòu)力與流動情況有關,以表(biǎo)麵周期性裂(liè)紋為(wéi)例,模子形狀的約束和接觸(chù)摩擦的(de)作(zuò)用(yòng)使(shǐ)坯料表麵的流動(dòng)受到了阻礙,製品(pǐn)中心部位的流速大於(yú)外層金屬流(liú)速,從而使(shǐ)外層金屬受到了附加拉應力作用,中(zhōng)心受到(dào)了附加壓應力作用,附加應力(lì)的產生改變了變形區內的基本(běn)應力狀態,使表(biǎo)麵層軸向工作應力(基(jī)本應力與附(fù)加應力的疊(dié)加)有可能成為拉應力,當這種拉應力達到(dào)金(jīn)屬的實際斷裂強度極限時,在表麵就會出(chū)現向內擴展的(de)裂紋,其形狀與金屬通過變形區(qū)域的速度有關。
(2)消除方法
1、確保合金成分符合規定要求(qiú),提高鑄錠品質,盡可能減少(shǎo)鑄(zhù)錠中會引起塑性下降的(de)雜質含量,在高鎂合金中(zhōng)盡量減少鈉含量(liàng)。
2、嚴格執行各項加熱和擠壓規範,根據製品的台金和特點,合(hé)理地控製擠壓溫度和速(sù)度。
3、改進模具設計,適當增大模子定徑帶長度和斷(duàn)麵棱角部分適當增加圓(yuán)角半徑,特別是模橋、焊台室和棱角半徑等處的設計要合理。
4、提高鑄錠(dìng)的均勻化效果,改善合金的塑性和均勻性。
5、在(zài)條件允許時采用(yòng)潤滑擠壓、錐模擠壓或反擠壓等方(fāng)法來(lái)減少(shǎo)不均勻變形。經常巡回檢測儀表和設備,以保證正常運行。
四、橘子皮
(1)產生原因:
產生(shēng)的主要原因是製品內部組(zǔ)織晶粒粗大。一般晶粒越粗(cū)大越明顯,特別是(shì)伸長率較大(dà)時,更易出現這種橘子皮缺陷。
(2)防止方法:
防止橘子(zǐ)皮缺陷的產生,主(zhǔ)要是選擇適當(dāng)的擠壓溫度(dù)和擠壓速度,控製伸長率。改善鑄錠(dìng)的內部組織,防止粗大(dà)晶粒。
五、黑斑
(1)產生原因:
主要原因是型材厚壁部分與耐熱氈(或石墨條)接觸處冷卻速度小很多(duō),固溶濃度顯著比(bǐ)其他地方小,因此內部組(zǔ)織不同而表現在外觀上顯示出發暗的顏色。
(2)消除方法:
方(fāng)法(fǎ)主要是(shì)出料台要加強冷卻,到滑出台和冷床上時不能停止在一個地方,讓製品在不同位置與耐熱氈接(jiē)觸,改善不均勻冷卻條件(jiàn)。
鋁型材")
六、組織條紋
(1)產生原因:
由於擠壓件的組織及成分的不均,製品出(chū)現擠壓方向的帶狀紋。一般多出現在壁厚變化部位。
通過腐(fǔ)蝕或(huò)陽極氧(yǎng)化(huà)處理可以(yǐ)判明。當改變腐蝕溫度時,帶狀紋有時可能消失或者寬度和形狀發生變化。
產生原因是由(yóu)於鑄錠的宏(hóng)觀(guān)或微觀組織不均勻,鑄錠的均勻化處理不(bú)充分或擠壓製品(pǐn)加工的加熱製度不正確所(suǒ)造成。
(2)消除方法:
1、鑄錠(dìng)要進行晶粒(lì)細化處理,避免使用粗晶粒的鑄錠。
2、進行模具(jù)改進,選擇適當的導流腔形(xíng)狀,修整(zhěng)導流腔或(huò)模具定徑帶。
七、縱向焊(hàn)合線
(1)產生原因:
主要是(shì)由金屬在(zài)擠壓模具內,金屬流的焊合部分與其他部分的組織(zhī)差別所(suǒ)造成。
或者是擠壓時,模具焊合腔內鋁的供給量(liàng)不足所造成。
(2)消除方(fāng)法:
1、改進分流組合模的(de)橋(qiáo)部結構和焊合腔的設(shè)計。如調整分流比(分流孔的(de)麵積和擠壓製品(pǐn)麵積之比)和焊合腔深度。
2、要保證一定的擠壓比,注意擠壓(yā)溫度和擠壓速度之間的平衡。
3、不要(yào)使用表麵帶有油汙的鑄鏈(liàn),避免(miǎn)焊合(hé)處(chù)混入潤滑劑和異物。
4、擠壓簡(jiǎn)、擠(jǐ)壓墊片不塗油(yóu),保持幹淨。適當增加殘料(liào)長度。
八、橫向焊合線或停止痕(hén)
(1)產生原因:
主要原因(yīn)是(shì)在連續擠壓時,模具內的金屬與新加入(rù)坯錠前端金(jīn)屬(shǔ)焊合不良(liáng)造成的。
(2)消除方法:
1、將切殘料的剪刀刃磨快,並調平直(zhí)。清潔坯錠端麵,防止潤滑油、異(yì)物混入。
2、適當提高擠壓溫度,慢速均勻(yún)擠壓。合理設計(jì)和選擇工模具、模具材料、尺寸配合、強度與硬度。
九、劃傷(shāng)、劃痕
(1)產生原因(yīn):
主要是(shì)由於製品從滑出台橫向運(yùn)至成品鋸切台時(shí)冷(lěng)床上有堅(jiān)硬物突出將製品劃傷,也有的是(shì)在裝料、搬運中產生(shēng)的。
(2)消除方法
1、模具定徑帶應加工光潔平滑,模具空刀也應加工平滑。裝模(mó)時應認(rèn)真檢查,防止使用有細小裂紋(wén)的模具。
2、模具設(shè)計時應注意圓角半徑。及(jí)時(shí)檢查和拋光模子工作帶,模子硬度應均勻。
3、經常檢查冷床、成品儲放(fàng)台,應光滑,防(fáng)止有(yǒu)堅硬突出物劃(huá)傷製品。可適當潤滑(huá)導路。
4、裝料時應放置比製品軟的隔條,運(yùn)輸、吊運(yùn)都應平穩、細心操作。
十、金屬壓入(rù)
(1)產生(shēng)原因:
主要原因是在模具空刀位置產生的氧化鋁渣粘附在擠(jǐ)壓製品上,流入出料台或滑出台被輥子壓入擠壓材表麵所造成。
在陽極氧化時,金屬壓入的地方不形(xíng)成(chéng)氧化膜或形(xíng)成壓痕、壓坑。
(2)消除(chú)方法(fǎ):
1、光滑定徑(jìng)帶、縮短定徑帶的長度。調節定徑帶的空刀。
2、改(gǎi)變模孔的布置,盡量避免製品平麵放在下麵和輥子接觸,以免(miǎn)氧化鋁渣被壓入。
3、鑄錠表麵、端頭清洗幹淨,潤滑油中避免有金屬屑。
十一、其他表麵缺陷
(1)產生原因:
1、熔鑄過程中產生的原因。化學成分不均,有金屬夾雜、氣孔、非金屬夾雜、氧(yǎng)化膜、金屬(shǔ)內(nèi)部組織不均勻。
2、擠壓過(guò)程中產生的原因(yīn)。溫(wēn)度、變(biàn)形不(bú)均勻,擠(jǐ)壓速度太快,冷(lěng)卻不均勻,與石(shí)墨、油汙接觸處產生組織不均勻。
3、工模具方麵的原因。模(mó)具設計不合理,模子尖角(jiǎo)過渡不平滑,空刀過小擦傷金屬,工模加(jiā)工不良,有毛(máo)刺(cì)不光潔,氮化處理不好,表麵硬度(dù)不均勻,工作帶不平(píng)滑。
4、表麵處(chù)理方麵的原因。槽(cáo)液濃度、溫度(dù)、電流密度不合理,酸腐蝕或堿腐蝕(shí)處理工藝不當。
(2)消除方法:
1、控製化學成分,優化熔鑄工藝(yì),加強淨化,細化處理和均勻化處理。鑄錠均勻化處理要快(kuài)速冷(lěng)卻。
2、合理控製擠壓(yā)溫度、速度,使變形均勻並采用合(hé)理鑄(zhù)錠(dìng)長(zhǎng)度。
3、改善模具的設計(jì)和製(zhì)造方法,提高模具工作帶硬度,降低(dī)表麵粗糙度。
4、優化氮化處理工藝。嚴格控製表麵處理工藝,防止酸腐蝕或堿腐蝕過程中對表麵的二次傷害或汙染。
![]() 手機(jī):186-7652-6988
手機(jī):186-7652-6988
![]() 座機:0757-6322-2898
座機:0757-6322-2898
![]() 郵(yóu)箱:874514218@qq.com
郵(yóu)箱:874514218@qq.com
![]() 地址:佛山(shān)市南海區獅山鎮山南工業(yè)區北區一路一排3號
地址:佛山(shān)市南海區獅山鎮山南工業(yè)區北區一路一排3號

(掃一(yī)掃 關(guān)注官方微信)