全(quán)國谘詢熱線
186-7652-6988
歡迎光臨佛山市茄子视频懂你更多鋁業有限公司官方網站(zhàn)!

全(quán)國谘詢熱線
186-7652-6988

聯係人:徐總(zǒng)
手 機:18676526988
電 話:0757-63222898
郵 箱:874514218@qq.com
網 址:www.janyy.com
地 址:佛山市南(nán)海區獅山鎮山南工業區北區一路一排3號
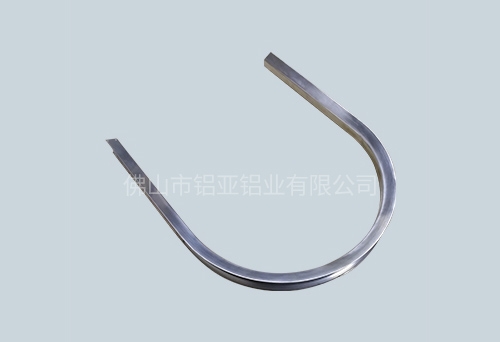
在鋁(lǚ)型材拉彎加工的過程中存在許多問題,而這些問題會嚴重影響產品的合(hé)格率和生產效率,同時,生產成本對企業的正常運營生產也會造成極大的影響。鑒於鋁型材(cái)拉彎成型產業化的需要(yào),結合鋁型材拉彎成型的現狀,有(yǒu)效分(fèn)析了鋁型材拉(lā)彎型材成型(xíng)的常見問題,鋁型材拉彎廠提出了幾點相關的改善措施(shī),希望能為鋁型材(cái)拉彎成型(xíng)提供有效的(de)參考。
拉彎價格")
(1)外形輪廓度偏差;輪廓度是(shì)指型材經過拉彎,變化後的型材外形輪廓(kuò)與外形樣板或檢驗模(mó)胎的吻合程度。使外形輪廓度出現(xiàn)偏(piān)差的主要因素有:①拉彎模具的曲率回彈變化;②各批次冶金擠壓型材材質不穩定,每根材料局部區域的硬度不均勻(yún);③彎曲曲率半徑變化過大;④型材毛坯截麵積不均勻。
(2)表麵缺陷;表(biǎo)麵缺陷包括型材拉彎後有裂紋、收縮起皺、彎曲表麵凹陷和側麵垂痕。
(3)拉彎(wān)後扭擰;發生拉彎後扭擰這種情況的原因是型材截麵積不對稱,型(xíng)材收邊與放邊應力不平衡。
(4)垂直(zhí)度超差(chà);垂直度是指彎曲過後型材截麵積垂直基準(與模具各曲率半徑垂直)與(yǔ)檢驗(yàn)平台的角度偏差(chà)。
(5)型材工藝長度;型(xíng)材拉彎工藝長度是指(zhǐ)超出零件的實際長度(dù),拉彎模具、夾具(jù)和(hé)設(shè)備需要的工藝材料長度。
(6)安全生產.安全問題是工業生產過程中(zhōng)受關注的重要問題。在型材拉彎時,可能會(huì)因為偶然因(yīn)素而突然斷裂(liè),向外彈開,造成設備損壞和人(rén)員的傷亡,進而對企業的發展造成嚴重的影響。
綜上所述,需要拉彎的型材在設計型材截麵積(jī)時要計算(suàn)各截麵部分的延伸力。在設計拉彎模具時,工業鋁型材要考慮曲率回彈變化和後期校正的預變形,盡可能減少校(xiào)正工序(xù)的工作量。在成批生產減少校正(zhèng)工序工作量,減(jiǎn)少拉彎材料的工藝長度的同時(shí),安全(quán)生產是生產降本首要關注的問題。當擠壓型材不穩定時,就(jiù)會出現少量拉彎型材輪(lún)廓(kuò)度偏(piān)差、扭擰度超差、垂直度(dù)超差等缺陷,而這些都(dōu)可以後期校正補救。
![]() 手機:186-7652-6988
手機:186-7652-6988
![]() 座機:0757-6322-2898
座機:0757-6322-2898
![]() 郵箱:874514218@qq.com
郵箱:874514218@qq.com
![]() 地址:佛山市南海區獅(shī)山鎮山(shān)南工業區北區一路一排3號
地址:佛山市南海區獅(shī)山鎮山(shān)南工業區北區一路一排3號

(掃一掃 關注官方微信)