全國谘詢熱線
186-7652-6988
歡迎光臨佛山市茄子视频懂你更多鋁業有限公司官方網站!

全國谘詢熱線
186-7652-6988

聯係人:徐總
手 機:18676526988
電 話:0757-63222898
郵 箱:874514218@qq.com
網 址:www.janyy.com
地 址:佛山市南海區獅山鎮(zhèn)山南工業區北區一路(lù)一排3號
為了防止模具(jù)斷齒(chǐ)應盡量減少擠壓力,而擠壓力與鑄錠的長、合金變形抗力的大小、鑄錠的狀態、變形程度的大小等因素有關。因此擠壓散熱鋁型材的鑄棒不宜太長,約為正常鑄棒長度(dù)的(0.6~0.85倍)。特別是在試模和擠壓一根鑄棒時,為確保能順利生產出合格的產品,用更短(duǎn)的鑄棒,即正常鑄棒長度(0.4~0.6)倍的鑄棒來試模。
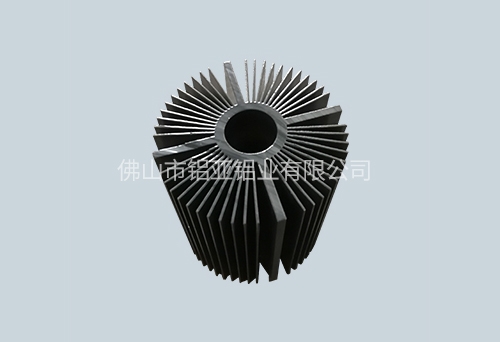
生產鋁型材散熱器(qì)的材料導熱性能要好,目(mù)前大多數都使用6063鋁(lǚ)合金,其具有易加工、散熱性能好、力學性能(néng)好等特點。另外需要從鑄錠、模具、擠壓(yā)工藝幾方麵配合,才能(néng)順利生產出散熱(rè)器型(xíng)材(cái)。
材廠家")
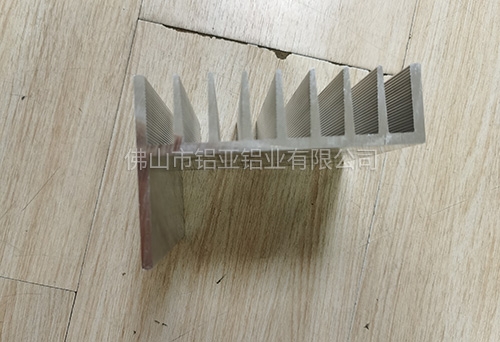
散熱器(qì)型(xíng)材生產的關鍵是擠壓(yā)模具的一次試模,有條件的話,可以先在電腦上做模擬試驗,鋁(lǚ)型(xíng)材廠家看模具鋁型材設計的工作帶是否合理,然後(hòu)在擠壓機上試模(mó)。一次試模十分重要,操作手要讓主柱塞前進上壓時在低於8MPa的低壓力下慢速前進,有人用電筒光線照看模具出口處,等擠壓模具的每一個(gè)散(sàn)熱片都均勻擠壓模孔後,才能逐漸(jiàn)加壓(yā)加速進行擠壓(yā)。鋁型材優點試模成功後繼續擠壓時,應注意(yì)控製好擠壓速度,做到平穩操作。生產散熱器型材時應注(zhù)意模具的加熱溫(wēn)度,要(yào)使模具溫度與(yǔ)鑄錠溫度相近。若溫差太大,由於(yú)上壓時擠壓速度慢(màn),會使金屬溫度下降,易產生堵模或(huò)流速不均勻(yún)的現象。
因為散熱器型材的模具都是(shì)許多細長的齒,要承受很大的擠壓力(lì),每個齒都(dōu)要有很高的強度和韌性,如果彼(bǐ)此之間的性能有很大的差(chà)異,就容易使(shǐ)強度或韌性(xìng)差的那些齒產生(shēng)斷裂。
能順利擠壓成功,關鍵是模具(jù)的(de)設(shè)計要合理(lǐ),製造要準確,這對鋁型材散熱器生(shēng)產廠家的技術要求較高,隻有(yǒu)較強實力的廠家(jiā)才(cái)能完成從模具設計擠壓到製成成品的全部工序。茄子视频懂你更多掌握了(le)鋁(lǚ)型(xíng)材散熱器研發設計生產的全部工藝流程(chéng),可獨立完成所(suǒ)有工序,能夠(gòu)有效的控製產品(pǐn)的質量與交期,如需了解可來電谘詢。
![]() 手機:186-7652-6988
手機:186-7652-6988
![]() 座機:0757-6322-2898
座機:0757-6322-2898
![]() 郵箱:874514218@qq.com
郵箱:874514218@qq.com
![]() 地址:佛山市南(nán)海區獅山鎮山南工業區北區一路(lù)一(yī)排3號
地址:佛山市南(nán)海區獅山鎮山南工業區北區一路(lù)一(yī)排3號
材")
(掃一掃 關注官方微信)