全國谘詢熱線
186-7652-6988
歡迎光臨佛(fó)山市茄子视频懂你更多鋁業有限公司官方網站!

全國谘詢熱線
186-7652-6988

聯係人:徐總
手 機:18676526988
電 話(huà):0757-63222898
郵 箱:874514218@qq.com
網 址:www.janyy.com
地 址:佛山(shān)市南(nán)海區獅山鎮山南工業區北區一路一排3號
首先(xiān)貼膜不能直接貼在鉻化(huà)層(céng)上,否則會影響膜的附著力;其次,貼膜後要及時噴塗不能停放時(shí)間過長,否則容易導致貼膜脫落,嚴重時還要重(chóng)新(xīn)貼膜;再次是撕膜時(shí)要控製流平時間(jiān),不能貼膜後(hòu)馬上撕膜,這樣會對產品質量帶來一(yī)定(dìng)的影響;兩(liǎng)種顏色的噴塗順序(xù)要根據具體情況確定,既要考慮(lǜ)到兩次(cì)固化,又要考慮到遮蓋效果。
材")
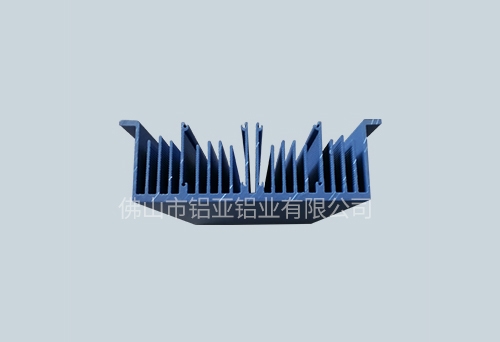
鋁型材被擠壓成型是在(zài)封閉的擠(jǐ)壓筒裏進行的,而它的變形是在(zài)高靜水壓(yā)力下完成的,所以就產生了鋁型(xíng)材(cái)的基本特性。鋁型材的很多(duō)特性都是由於擠壓過程(chéng)中的應力應變狀(zhuàng)態,金屬流動以及原材料的質量等(děng)等鑄就的。當然,生產能力和生產效率也是兩(liǎng)大重要原因。鋁型材擠壓的優點(diǎn)有很(hěn)多(duō)。

鑄錠(dìng):要主(zhǔ)包括配料、熔煉、鑄造、均熱等(děng)主(zhǔ)要工序(xù),形成一定化學成分和外形尺寸的鑄錠。配製好的原材料,在(zài)煤氣爐或電爐(lú)中熔煉。熔煉後的熔體經過(guò)靜置(zhì)爐、流槽、流盤、過濾器直到結晶器內,再經水冷,形成一(yī)定形狀的鑄錠。
擠壓:擠壓成型(xíng)是在鑄錠加(jiā)熱、擠壓、冷卻、張力矯直、鋸切等工序構成的一條自動生產線上進行。生產線(xiàn)上的設(shè)備,包(bāo)括感應加熱爐、擠壓(yā)機、出爐台、出料運輸機、散熱器鋁(lǚ)型材提升移送裝(zhuāng)置、冷(lěng)床、張力(lì)矯直(zhí)機、貯(zhù)料台、牽引機、鋸床等。鑄錠的加熱溫度一般控製在400℃~520℃,溫度過高(gāo)或過低都將直接(jiē)影響擠壓成型。擠壓(yā)機一般采用單動油壓(yā)機,其噸位在1200噸~2500噸之間(jiān)。擠壓機的擠壓筒直徑大小,隨擠壓機噸位大小變動,擠壓機噸位大,擠壓筒(tǒng)直徑也(yě)大。

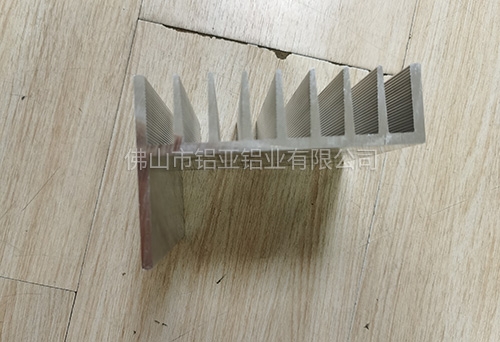
熱處理:通過不同的淬火和時效製度,使散(sàn)熱器鋁型材得到應有的力學性能。表麵處理:表麵處理可增強型材外表美觀程度,並延長散(sàn)熱器鋁型材的使用壽命。散熱器鋁型(xíng)材的表(biǎo)麵處理,也可(kě)進(jìn)行著色處理(lǐ),可經(jīng)自然氧化著色法、電解(jiě)著(zhe)色(sè)法和浸漬著色法獲得。
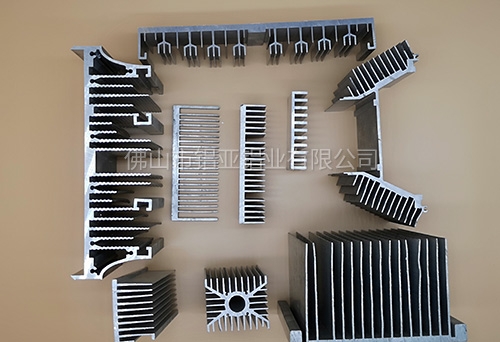
以上就是我們所說的散熱(rè)器鋁型材常見加工方(fāng)法,如果您想了(le)解關於散熱器鋁型材的更多知識(shí),歡迎登陸我們(men)的官方網站去(qù)學習和查詢,希望(wàng)能對大家(jiā)有所幫助。
![]() 手機:186-7652-6988
手機:186-7652-6988
![]() 座機:0757-6322-2898
座機:0757-6322-2898
![]() 郵箱:874514218@qq.com
郵箱:874514218@qq.com
![]() 地址:佛山市南海區獅山鎮山南工業區北區一路一排3號
地址:佛山市南海區獅山鎮山南工業區北區一路一排3號
器鋁型材")
(掃一掃 關注官方微(wēi)信)